01 / Injection Moulding
Arburg Allrounder Comfort A series. All-electric, hydraulic-free.
The Allrounder Comfort A is Arburg's all-electric workhorse. Replacing hydraulic actuation with servo-electric drives eliminates the largest contamination vector in conventional injection moulding: hydraulic oil mist that drifts from the press into the bottle as it's being moulded.
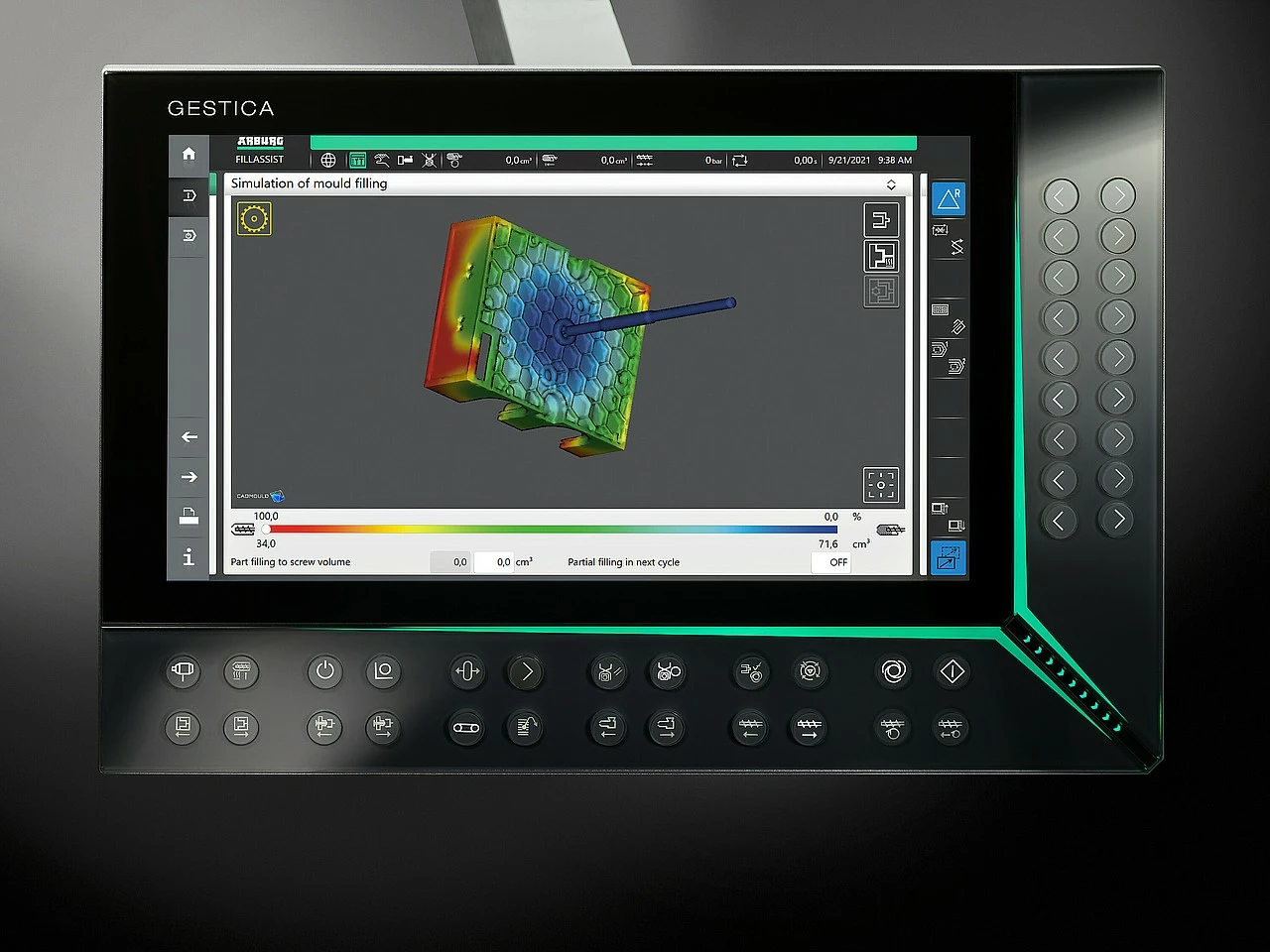
The Gestica controller runs Arburg's Fill Assist: a live digital twin of every shot that holds mass inside ±0.01 g, compensates for batch-to-batch polymer viscosity drift automatically, and flags any deviation from the modelled fill pattern in real time. Sample-bottle threads, necks, and seal surfaces come off the press dimensionally identical, shift after shift.
- Press FamilyArburg Allrounder Comfort A · all-electric
- ControllerGestica · Fill Assist digital twin
- Shot Repeatability±0.01 g typical
- DriveServo-electric · zero hydraulic fluid
- Cycle QualityClosed-loop pressure / position profile per shot
FIG. 01·A · Allrounder Clamp Unit · All-Electric
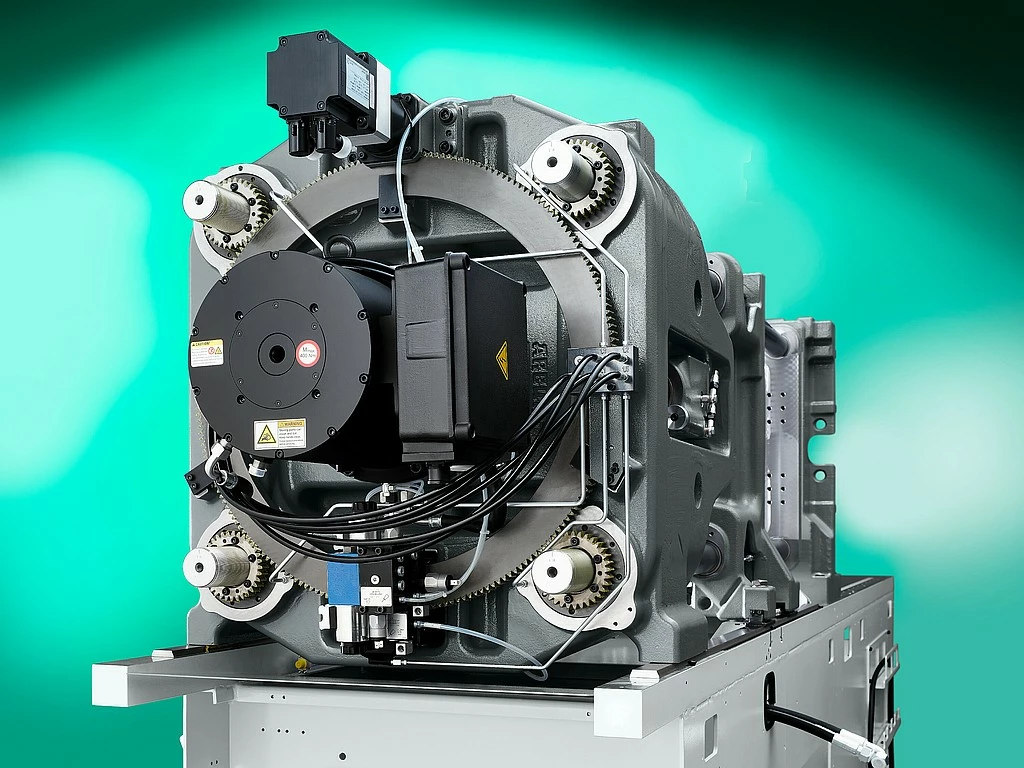
FIG. 01·B · Gestica Controller · Fill Assist Digital Twin
FS-MFG-01
INJECTION MOULDING
INJECTION MOULDING



